WDSI has worked hand and hand with OEMs to develop weld, machining and assembly fixtures for new and existing product lines. If you need a simple lay-on/apply tool or are developing a complete robotic weld cell we have the solution.
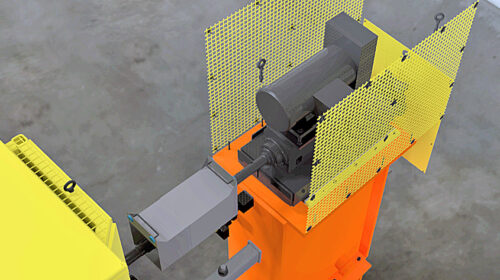
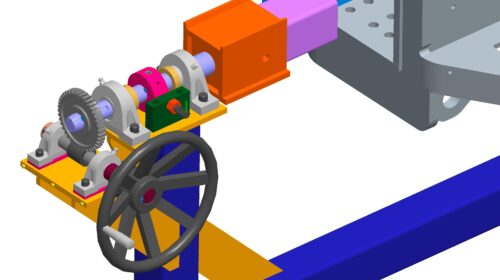
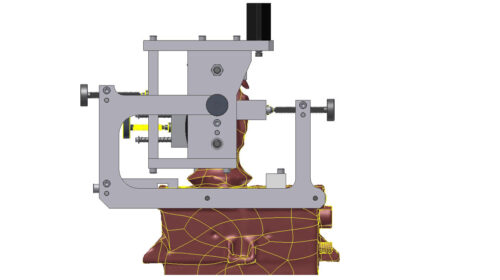
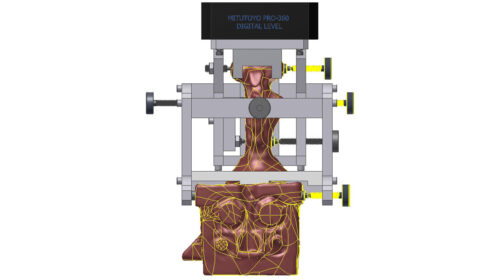
AGFM Insert Checker
Fixture designed to hold an AGFM cutter head in a vertical position to ease replacement of cutter insert. The cutter head is bolted to the fixture and rotated by a stepper motor using a hand wheel control. After all the cutter teeth have been replaced, the gage arm is placed into position. A dial indicator is used to check the height difference from tooth to tooth within .0001 inches.
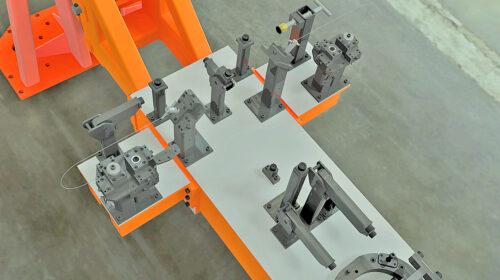
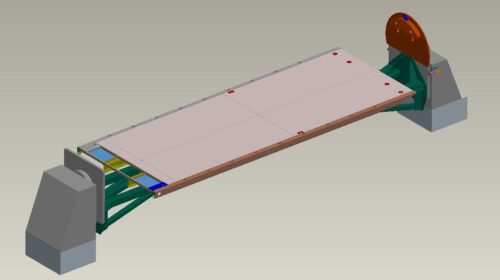
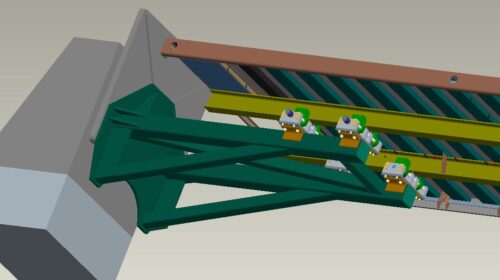
Jerr-Dan Motoman
Fixture was designed and built to hold a full line of rollback decks in a Motoman weld cell. Arms are able to be positioned via a hand wheel and tooling can easily be changed for different deck configurations.
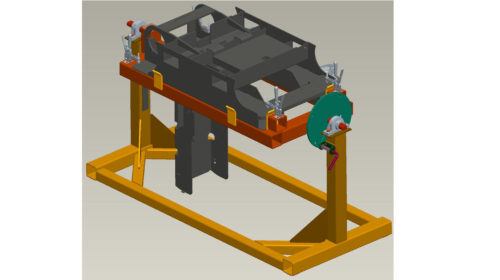
Roll-Over Fixture
Process and tooling was developed for a Telehandler assembly line. There was difficulty installing components on the vehicle so this enabled the frame to be rotated to an ergonomic working position for employees.
Pin Boring Fixture
Machine was designed and built to bore the A-Pin hole (boom pivot) on Telehandlers. Design included mechanical, electrical and fluid control. Tooling was developed to allow for quick changeover between multiple different Telehandler frames.
Track Fixture
Two sided weld tack fixture was designed and built to locate components of a sub-assembly for boom lift vehicle. Complete rollover was developed to save floor space and allow weld cell to quickly change between multiple components.
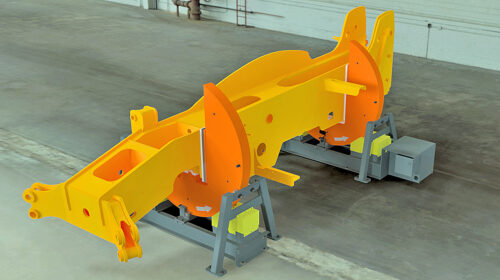
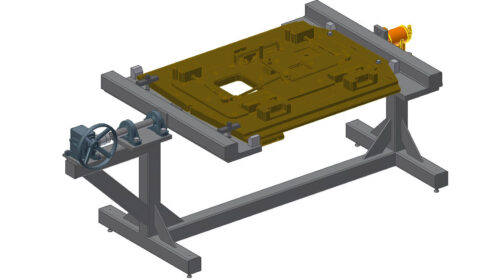
Frame Rollover
Weld tack fixture was developed to locate components of heavy construction vehicle frame. Fixture was designed to be mount to a set of ALM positioners so it could be rolled over to be more ergonomic for welding.
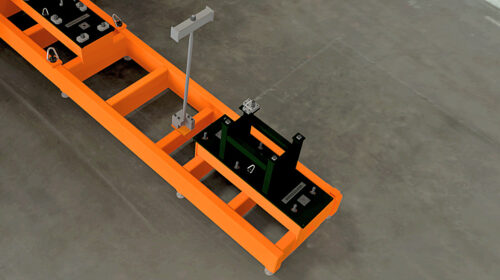
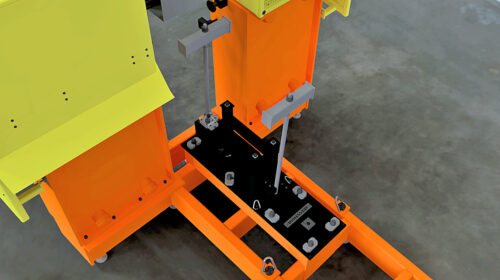
Frame Roll-Over Welding Fixture
Fixture designed to hold a lift frame during a final weld operation. Frame can be rotated then locked into positions at 90 degree increments allowing operator to always be able to do a horizontal weld. Weights were calculated to properly place the center of gravity to make rotating the part safe and easy.
Door Roll-Over Assembly Fixture
Fixture incorporates bearings and a gearbox to allow an operator to roll the part over while it is held in position during an assembly process. This allows the operator to complete the full assembly without manually manipulating the part creating a more efficient and safe working environment.
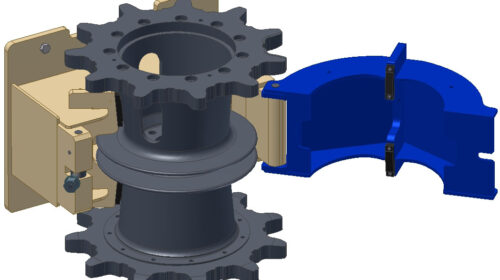
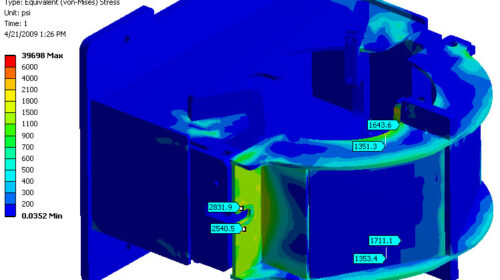
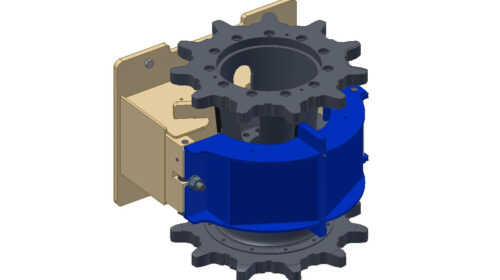
Drive Sprocket Assembly Fixture
Assembly fixture is mounted to a purchased roll over unit and holds a drive sprocket in position during an assembly process allowing the operator to complete the full assembly without manually manipulating the part creating a more efficient and safe working environment.
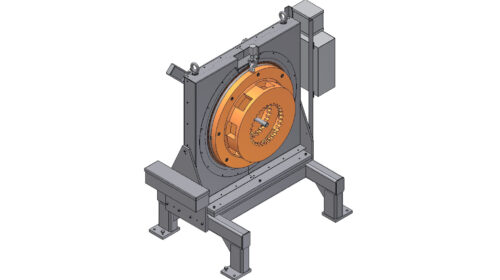
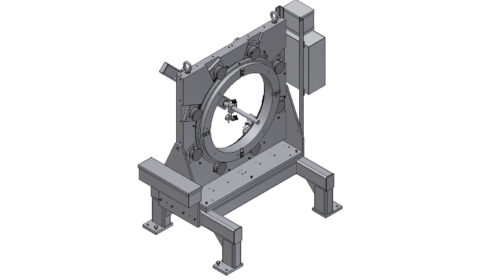
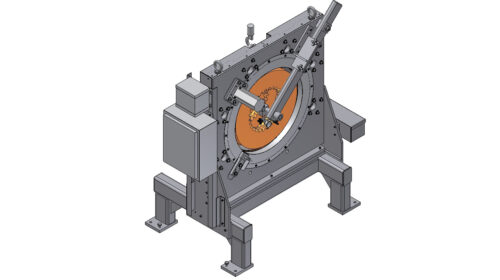
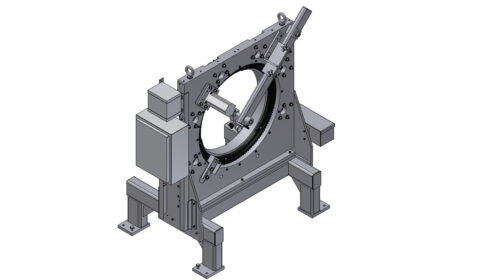
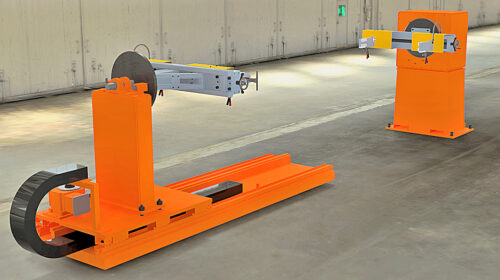
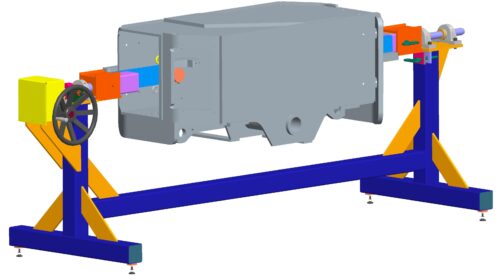
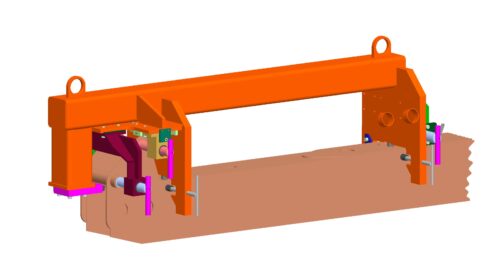
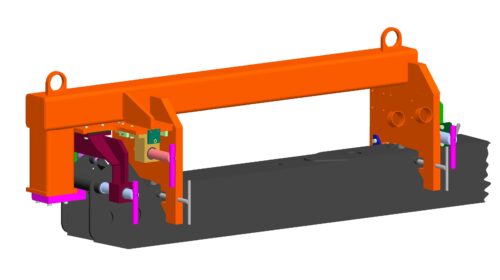
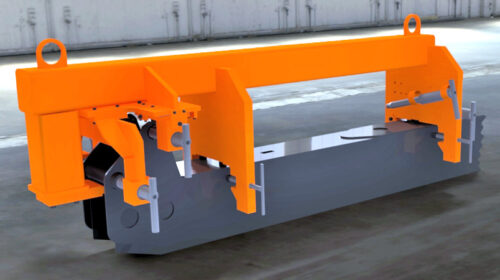
Roll-Over Welding Fixture
Welding fixture designed to handle 2 different axle boxes (about 1600 lbs each) with no tooling changeover. The fixture holds the axle box off the floor for complete welding access. A hand wheel attached to a worm gear is used to rotate the axle box to any angle for welding. The rotation can be locked in at 90-degree increments.
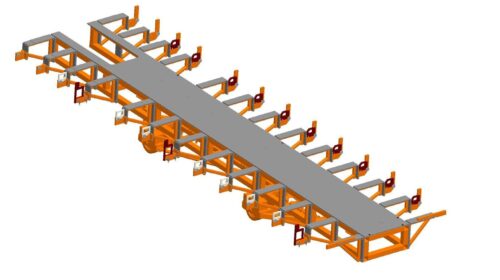
Deck Rollover Weld Fixture
Rollover weld fixture designed to securely hold flatbed decks to complete the welding process. The fixture centers and clamps onto I-beams on the underside of the decks.
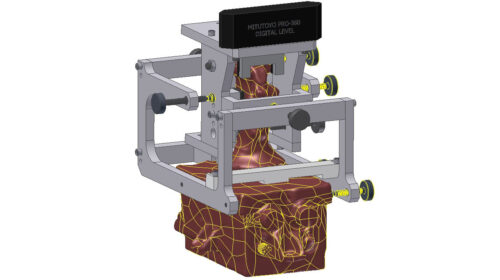
Controller Response Checker
Fixture was designed to accurately position the joystick controller. This allows the joystick to be tilted in any direction to verify that it responds at the correct degree of movement.
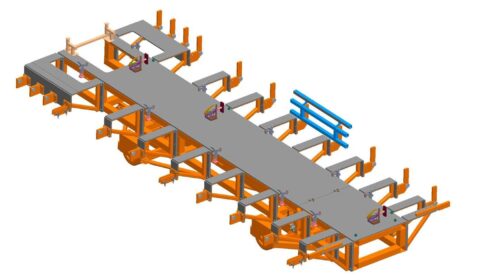
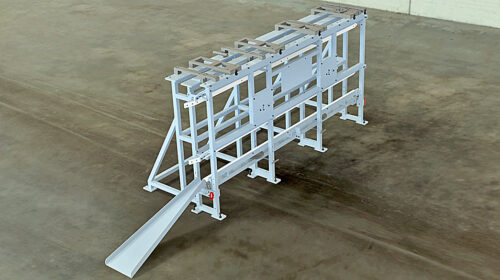
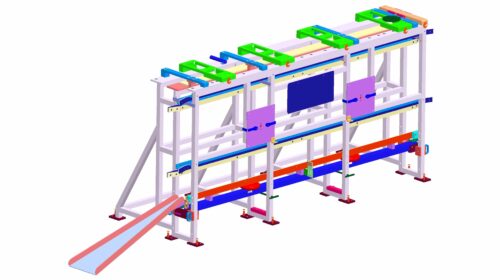
Deck Weld Fixture
Tack welding carts designed to be part of a flatbed tow truck assembly line. Each cart has multiple sets of tooling to accommodate various deck sizes and styles. One end of the shorter cart has the ability to tilt down several degrees allowing assembly of a dual-angle deck.
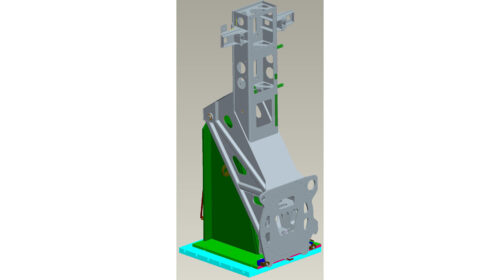
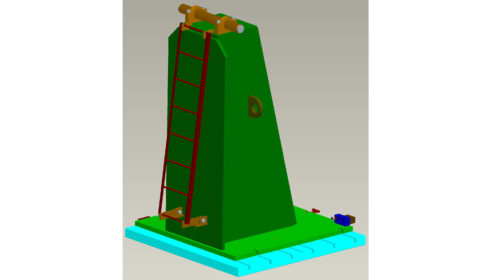
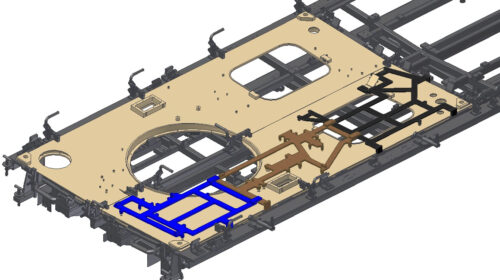
Machining Fixture
Machining fixture designed to accurately and rigidly hold a large weldment in a vertical position during a machining operation.
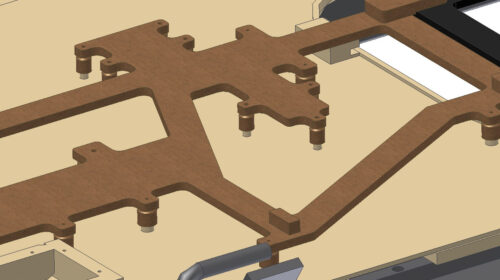
Door Router Fixture
Large door and window manufacture requested the design and build of a fixture that would allow them to route hinge mortises consistently. The fixture had to be capable of accepting multiple heights, widths and thickness along with both left and right hand doors. WDSI designed and detailed a complete package along with ordering parts and managing the assembly. The fixture had pneumatic clamping and a no tools required changeover.
Apply Tools for Tack Welding
Lay-on tack welding fixtures developed to accurately and consistently place components for tack welding. Fixtures must allow ease of access for tack welding component and be light weight to meet manufactures lifting requirements.
Apply Lay-on Tack Welding Fixture
Lay-on tack welding fixtures developed to accurately and consistently place components for tack welding. Fixtures must allow ease of access for tack welding component and be light weight to meet manufactures lifting requirements.
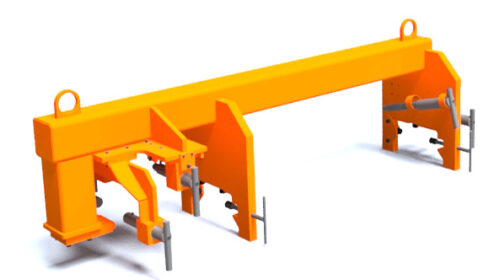
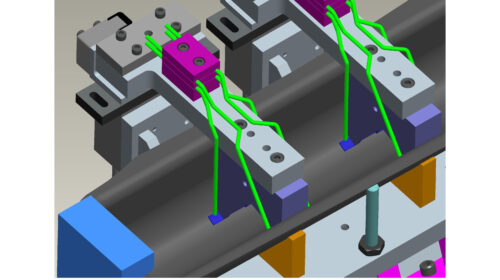
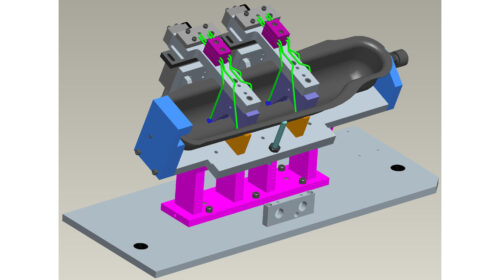
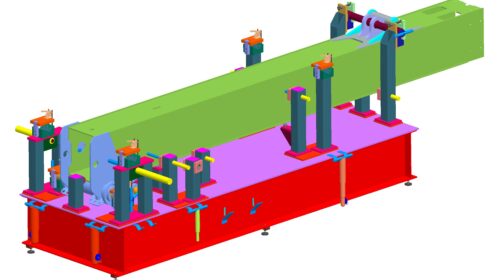
Lay-on Tack Welding Fixture
Tack welding fixture designed to handle 2 different booms with no tooling changeover. The fixture locates the nose weldment and the cylinder attach plates relative to the end of the boom within +/-.006". After fixture was assembled at our facility a complete laser inspection is done to certify critical positions. no tooling change-over. The fixture locates the nose weldment and the cylinder attach plates relative to the end of the boom within +/-.006".
Mandrel for Automatic Welder
Mandrel is pulled through four sheets of steel accurately positioning them during an automatic boom welding process. The 3D design was developed to allow the engineer to change the cross section of the boom then those dimensions drive the mandrel design. This makes the engineer very efficient when creating mandrels for other size boom sections.
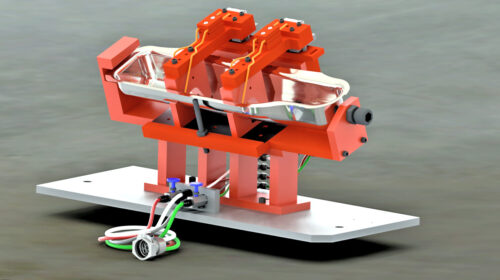
Heat Shield Hat Clip Weld Fixture
Fixture positions and clamps a heat shield and two hat clips using pneumatic slides and magnets. Parts are then spot welded in position. This process is used in a local motorcycle manufacturing facility.
Modular Table Weld Fixture
Modular fixture was designed with a four section table and has the capability of adding additional sections as required. A pattern of mounting holes in the table sections allow tooling components to be mounted anywhere along the length of the table. Tooling components were designed to accommodate a large range of parts allowing adaptability for future products.
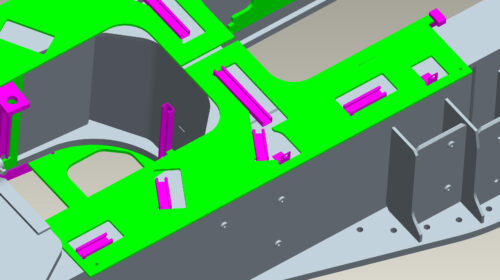
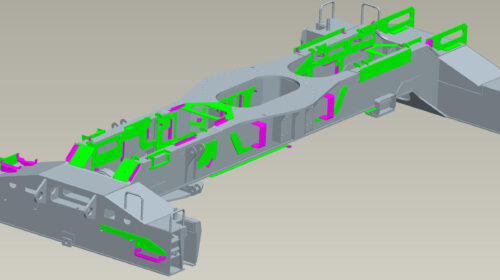
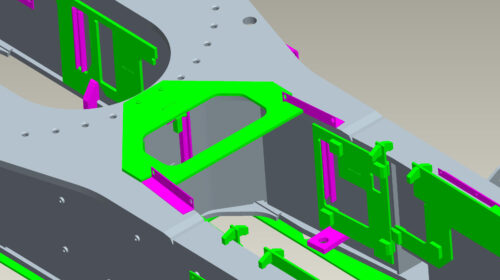
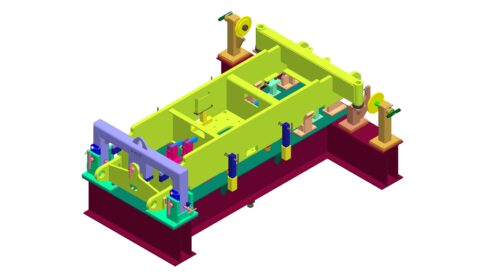
Frame Tack Welding Fixture
Tack welding fixture designed to handle 3 different frames with no tooling changeover. Individual plates are positioned and clamped on the fixture then a welder tacks components in place. After fixture was assembled at our facility a complete laser inspection is done to certify critical positions. The fixture was designed to hold the locating items within +/-.006".
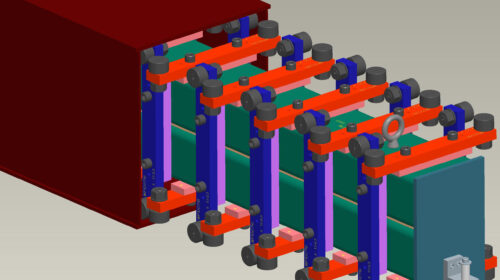
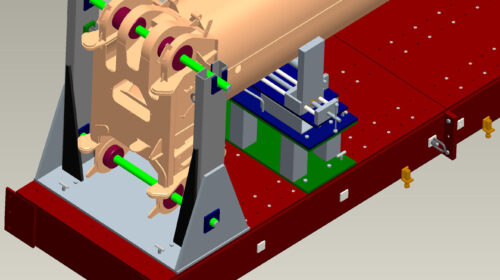
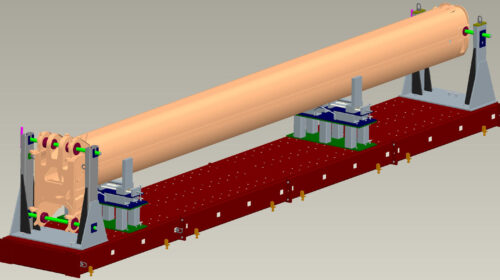
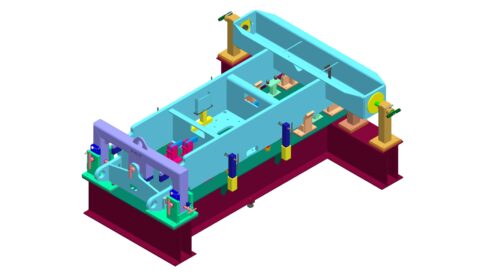
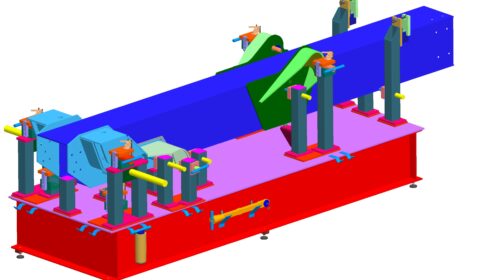
Hydraulic Clamping Boom Tack Welding Fixture
Tack welding fixture designed to handle 2 different booms with no tooling changeover. Subassemblies are positioned and clamped on the fixture then a welder tacks components in place. After fixture was assembled at our facility a complete laser inspection is done to certify critical positions. Due to the extreme size and weight of the boom parts, hydraulic cylinders were used to push and clamp boom and loose pieces together. The fixture was designed to hold the locating items within +/-.006".
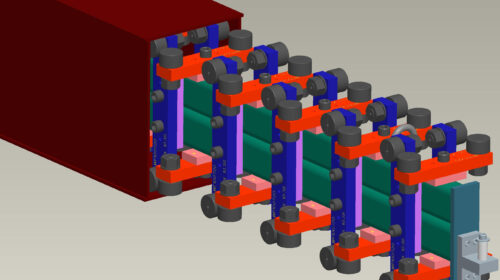
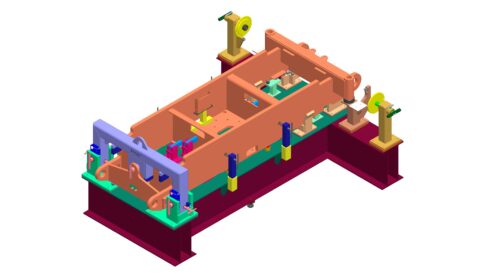
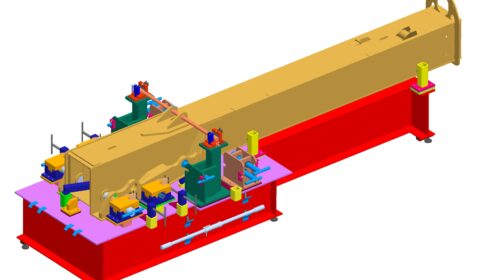
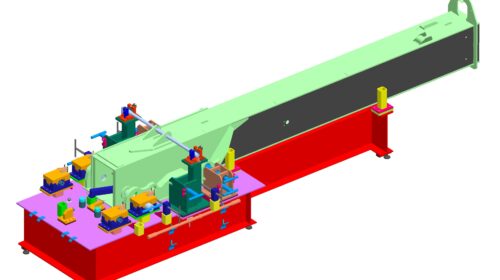
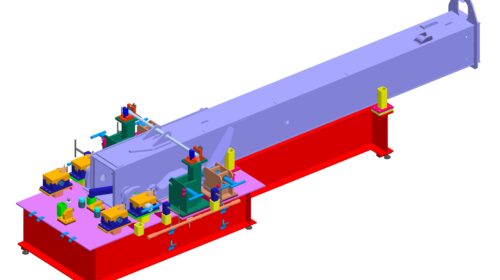
Boom Tack Welding Fixture
Tack welding fixture designed to handle 3 different booms with no tooling changeover. Subassemblies are positioned and clamped on the fixture then a welder tacks components in place. After fixture was assembled at our facility a complete laser inspection is done to certify critical positions. The fixture was designed to hold the locating items within +/-.006".